

Relationship between lost foam casting process and tooling
1.The development of lost foam casting(EPC) process
Lost foam casting process from research to development success so far has passed more than 50 years. Dating from 60 s of the last century, our country also started the research of this process.As technology constantly improve and innovate,it has evolved into a very mature casting process, to meet the needs of most industrial production.But with the development of science and technology constantly and update,according to the current industry situation,If we would like to better promote and the develop lost foam casting(EPC) process.We have to constantly explore its potential energy , release the intrinsic value, then it can offer better service in the industry.
2.Lost foam casting mold development and manufacturing case analysis.
2.1 Heavy duty engine impulse type exhaust pipe case analysis
Such casting is long with thin wall,so lost foam casting white mould is susceptible to variant and It is difficult to ensure the size accuracy between branch pipes.Eventually lead to branch pipe and the engine cannot be precise to cooperate,cause defects such as poor exhaust and larger noise.And casting technological require that the branch pipe and flange surface must ensure verticality, apparently ordinary lost foam casting mould is difficult to meet the requirements of the process.
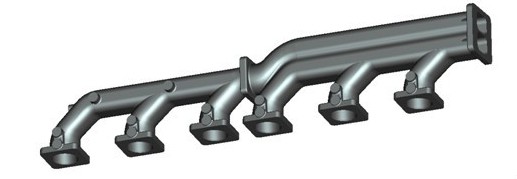 |
Picture 2.1-1
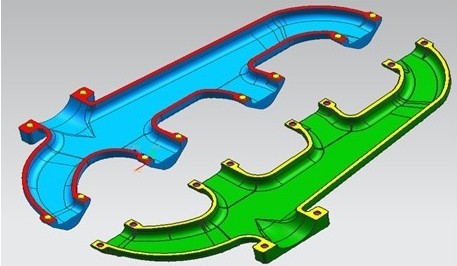
Thus we designed a built-in gating system and self- positioning mold.(see picture2.1-2).In this mould,connect the pouring gate and white mould as a whole,make out white mould model(see picture 2.1-3).Its main gating system will prevent deformation and ensure the size accuracy of the branch pipe.Meanwhile as the support of gating system for each branch pipe,will ensure the perpendicularity between branch pipe flange surface and head flange surface.And we cross snap button on the classification section,enable it to perform uniform.It also avoids the deformation of with thin wall,also have the effect of the leakage.
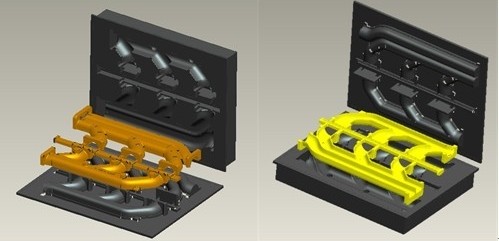 |
Picture 2.1-2
 |
Picture 2.1-3
Gating system and white mould are made together,mainly avoid that the bonding between gating system and white mould,cause casting internal defects,reducing manual operation and reduce casting cost.
 |
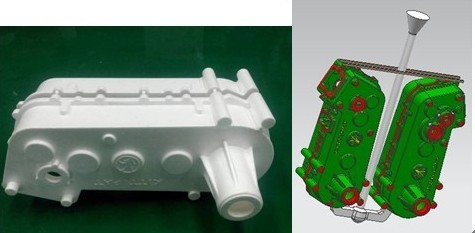
Picture 2.1-4
2.2 The tractor rear axle shell case analysis
Product process analysis was carried out on the castings(see picture 2.2-1),it is belong to the oil part from its usability and is very strict with sealing.About oil using part, lost foam casting process should try to avoid the shard shape.Because the shard in the adhesive is prone to the problem of oil leakage.According to the requirements of the technology,we design the mould as shown in picture 2.2 2.To bridge the inside of the shell shape design into six live pieces.Although increased the mold manufacturing difficulty, but such white mould can overall forming,ensure the casting oil leakage phenomenon will not happen because of parting.
 |
Picture 2.2-1 Picture 2.2-2
 |
Picture 2.2-3 Picture 2.2-4
Now we do an analysis on the mould design shown in picture 2.2-3,knowing that there exsits two fatal problems.Firstly:Because the white mould shard forming, easily appear leakage problem at the parting casting.Secondly:The design of gating system is not reasonable.Although step gating system, the distance of gating system is too small,failed to play a role accordingly.When running water at the same time,prone to produce defects like shrinkage cavity,double skin,slag,etc.Although the mould of this scheme is simple,no live piece,high utilization rate of hot metal, if use in actual production,eventually lead to the low yield.
2.3 Ploughing machine drive shaft shell case analysis
For casting process requirement analysis (as shown in picture 2.3 1),it is very important to ensure its symmetry.Due to large castings and the structure is not compact enough, also mold piece is easy deformed, it will hard to ensure vsymmetry if we don't take corresponding measures.If factors like casting respectively and uneven cooling rate.Inevitably cause geometry size deviation, affect the assembly and product appearance.
 |
Picture 2.3-1 Picture 2.3-2
 |
Picture 2.3-3
Process based on above analysis, we design the mold (as shown in picture 2.3-2,2.3-3).we do a the cross button (see picture2.3-4),make two mold piece symmetric chimeric, thus ensures the symmetry of two mold pieces.Change shell casting into housing casting at the same time.Running water while pouring,and the containment of casting stress,which will greatly reducing the deformation, as to meet the requirements of the use of the product.
 |
Picture 2.3-4
2.4 Small castings used in lost foam casting case analysis
It's always difficult for some simple small castings, lost to efficiently produce high quality products.The following will introduce small castings case successfully used in lost foam casting:
Mould design of a bow
Analysis about the structure of a bow (as shown in figure 2.4 1),Due to white mould has high plasticity, so it is very difficult to make sure the bow angle,also casting foundry has hign demand on casting quality.
 |
Picture 2.4-1 Picture 2.4-2
Design mold as shown in figure 2.4 2 , the runner in machining parts, mould has its own internal sprue,through the bow frame assembly (as shown in figure 2.4 4) will competely fix white mould,and solve the problem of the bow angle deformation.Gating system is shown in picture 2.4 3, at the same time, through the clever arrangement of white mould,greatly increase the number of a casting box.So it is also successful of lost foam casting in the application of small ductile iron castings.
 |
Picture 2.4-3
 |
Picture 2.4-4
Through the analysis of the above cases, we can see that ignore the mold design of lost foam casting process is difficult to meet the requirements of the product itself or lost foam casting manufacturers.Such as:Case 1-- if don't consider their own product structure and using process, the final product is easy to deformation and leakage problems.Case 2--if we do not consider the technology of pouring system, the product is likely to appear shrinkage cavity, double skin, slag inclusion, leakage and other problems.Case 3--if don't consider the symmetry of castings,it is inevitable that the product qualified rate is too low.Case 4 if you do not make well use of process design, the production efficiency is not good.
 |
3.Conclusion
Lost foam casting--process is most important,process decide mould,mould serve for process.This is not only the basis of lost foam casting mould industry,but also the impetus to promote industry moving.